
Хімія для електроніки
Електроніка – це об’ємна сукупність електронної апаратури, робота якої основана на контактуванні електронів та електромагнітних полів. Перетворення електромагнітної енергії здійснюється за допомогою різних методів з метою прийняття, передачі, обробки та зберігання різноманітної інформації.
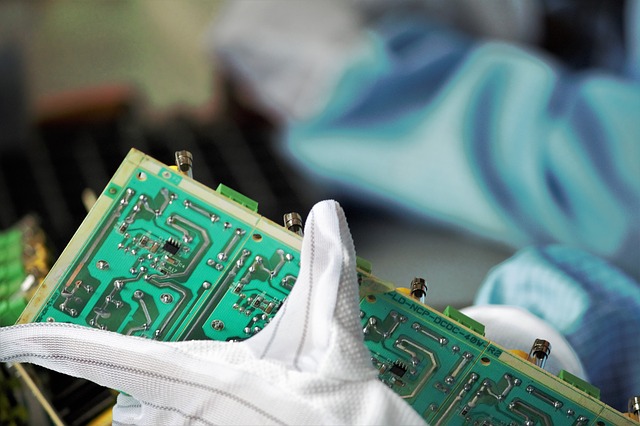
Працюючи в зазначеній галузі, необхідно чітко усвідомлювати, що в різних виробничих процесах, під час експлуатації та сервісного обслуговування електронної техніки не обійтися без сучасних хімічних продуктів. За допомогою хімії здійснюють травлення друкованих плат, виготовляють їх макети і шаблони, здійснюють пайку значного переліку компонентів, промивають деталі, очищають поверхні від флюсових залишків тощо.
У наш час асортимент хімії для електроніки складається з неосяжної кількості найменувань і, до того ж, він постійно розширюється. У зв’язку з цим виникає маса запитань, наприклад: чому надати перевагу при складанні або як забезпечити оптимальні експлуатаційні характеристики в майбутньому? Щоб полегшити вам вибір хімічних засобів, далі розповімо про основні нюанси, які стосуються цієї тематики.
Якщо підійти до вибору хімічної продукції для очищення, змазування, забезпечення ізоляційних параметрів, захисту деталей або цілих електронних установок ґрунтовно, можна значно збільшити термін життя техніки.
Як та або інша сполука вплине при застосуванні, головним чином, залежить від її фізичного стану (рідка вона чи газоподібна). Однією з найбільш ефективних вважається аерозольна форма засобів для електроніки в індивідуальних упакуваннях через низку переваг:
- постійна готовність до використання (щоб отримати бажаний результат, достатньо натиснути на головку-розпилювач);
- економічність витрачання і уникнення непродуктивних втрат, завдяки продуманому фасуванню;
- забезпечення рівномірного нанесення на всю поверхню або локальна доставка речовини в необхідне місце за допомогою трубки-спрямовувача;
- більш інтенсивне випаровування крапель аерозолю, в порівнянні з рідкими варіантами, а відтак і інтенсифікація осадження важливих інгредієнтів сумішей;
- можливість задіяти розчинники з меншою агресивністю, тобто мінімізувати згубний вплив засобів на людину;
- відсутність контакту з киснем повітря і підігрівання під УФ-променями при перебуванні в герметичній упаковці. Завдяки цьому зменшується кількість чинників, що призводять до передчасного старіння матеріалів. Отже, терміни зберігання хімії збільшуються.
Не завжди для електронного обладнання застосовувалися спеціальні матеріали, однак, сьогодні це так. І це відкрило перед професіоналами та аматорами нові можливості, полегшивши роботу і підвищивши її ефективність. Виробників та постачальників, які насичують ринок електроніки такими товарами, більш ніж достатньо. Але не можна забувати, що не вся продукція заслуговує на увагу. Підходьте до вибору з усією відповідальністю.
Основні категорії хімії для електроніки
- очисники. Призначені для очищення композиції, що складаються переважно з багатьох складників, які необхідні для обробки деталей перед складанням обладнання, при виконанні ремонтних заходів та в процесі експлуатації апаратури. В їх функціональних обов’язках – великий спектр завдань, серед яких: знежирення, вилучення пилу та бруду, ворсу і продуктів окислення, підготовка до нанесення захисних покриттів, змивання лаків і компаундів. Якому саме очищувачу надати перевагу, залежить від ступеню і природи забруднень, типу оброблюваної поверхні і елементів, які на ній розташовані;
- лаки та покриття. Задіюються, зазвичай, після попереднього очищення і знежирення поверхонь. Тільки в такому випадку вдається досягти максимального ефекту від нанесення лакових покриттів. В електроніці ціняться такі властивості лаків, як оперативне висихання, безбарвність і прозорість, висока електроізоляція та захист. Різного роду покриття забезпечують стійкість до корозії, тепло- та гідроізоляцію, запобігають витокам струму і коротким замиканням, захищають контакти від окислення, полегшують пайку, дозволяють виконувати її акуратно і надійно, реалізують електричний захист та захист від впливу електромагнітних полів. А якщо ще додати до цього аерозольну форму, то список переваг поповниться зручністю роботи і точністю нанесення;
- захисні і мастильні засоби. Без них не обійтися перед складанням техніки і під час її ремонту. Такі засоби запобігають іскрінню, стиранню і спіканню елементів, знижують абразивне зношування, захищають від впливу агресивних середовищ, оберігають метали від іржі і корозійних утворень, від негативного впливу в умовах підвищеної вологості та солоного повітря, усувають скрип і скрегіт, сприяють запуску мокрих моторів і гарантують довгий термін служби агрегатів з дотриманням надійності експлуатації. Тут, як і у випадку з попередньою групою, важливо попередньо скористатися очисником і виконати очищення оброблюваної поверхні. Тоді завдання змастити і захистити установку будуть виконані максимально вдало;
- спеціальні аерозолі. Оскільки виготовлення, використання і технічне обслуговування електронної техніки пов’язане з величезною кількістю різноманітних робочих процесів і операцій, часто стають в нагоді і спеціальні хімічні продукти. Одні допомагають швидко відшукати деталь, що вийшла з ладу. Інші – де в електричній платі з’явилася тріщина. Треті видаляють сполучні матеріали й змазки після застигання. Четверті допомагають роз’єднати болти, які припеклися, і з’єднувачі. З-поміж інших завдань, з якими справляються речовини цієї групи: зняття електричних зарядів, захист від статичної електрики, зниження грязе- та пилеосадження на діелектриках, видалення наклейок, самоклейок і ярликів, вилучення плям (чорнильних, жирних, від кіптяви, відбитки пальців тощо), а також липких матеріалів.
Хочемо звернути вашу увагу на те, що той самий засіб може виконувати відразу кілька призначень. І якщо до вибору підійти з усією ретельністю, то можна, як то кажуть, одним пострілом вбити двох, а то і більше, зайців.
Пайка як важливий процес в електронному виробництві
На окрему увагу заслуговують матеріали, які необхідні для паяння металів.
Пайка – це такий спосіб з’єднання двох матеріалів, коли їх прикладають один до одного, а в простір між ними вносять розтоплений метал. Коли цей метал остигає, він перетворюється в прошарок, що міцно з’єднує деталі. Яка кількість цього об’ємного затверділого сплаву має бути, залежить від майбутніх завдань і умов застосування.
Почесне місце в процесі пайки займає припій. Його тип залежить від металів, які з’єднуються, від способу паяння, обмежень температурного режиму, маси і габаритів елементів, які беруть участь у процесі, необхідної корозійної стійкості та ін.
Про те, що припій якісний, свідчать такі ознаки:
- його плинність у розплавленому стані досить висока;
- він добре змочує поверхні матеріалів, які скріплюються;
- його властивості (міцність, твердість, стійкість до агресивних середовищ, електропровідність, усадкове напруження, відносне подовження та ін.) в твердому стані можна спрогнозувати.
В електронному виробництві поширення набули олов’яно-свинцеві припої: сурм’янисті (кількість сурми – 0,5 % і більше), малосурм’янисті (до 0,5 %) і безсурм’янисті.
Хімічний склад впливає на t плавлення, різноманітні добавки – на експлуатаційні якості. Більшість сучасних припоїв мають бездоганні характеристики. Однак яким би чудовим припій не був спочатку, якщо його зберігати в неналежних умовах, високі якісні параметри можуть бути втрачені. З іншого боку, зберегти необхідні властивості можна за допомогою антиоксидантів та спеціальних відновлювачів.
Форми торгових припоїв існують найрізноманітніші: бруски, прутики, дроти, стрічки, фольга, порошки, паяльні пасти тощо. Їх вибирають, залежно від способу пайки (ручного або механізованого).
В електронній промисловості задіюють припої, температурний діапазон яких становить до 450 °С. За цією ознакою їх можна розділити на дві групи:
- легкоплавкі (t плавлення до 100 °С). Підходять для паяння і лудіння тоді, коли процес вимагає низької температури плавлення припою та коли самі метали, які спаюються, мають низьку t плавлення. Також застосовуються, якщо елементи чутливі до перегрівання і на початковому етапі багатоступеневого паяння;
- м’які (t плавлення від 100 °С). Їх використання більш різноманітне і відбувається у всіх випадках, крім перерахованих вище.
Ще один важливий учасник пайки – флюс. Він оберігає метал від окислення, формує умови, при яких метал краще змочується припоєм. Його задіюють у таких випадках:
- перед самою пайкою (щоб видалити плівки оксидів і з матеріалу, і з припою);
- в її процесі (з метою запобігти формуванню таких плівок).
Другий варіант передбачає використання активних і неактивних флюсів. Вони можуть містити кислоти і спирти, каніфоль, скипідар та гліцерин. При машинній пайці флюс, як правило, складається з одного компонента і не має в своєму складі каніфолі.
Способи нанесення флюсів:
- окремо від припою (друк, розпорошення піни/аерозолю, занурення);
- разом з ним (перебуваючи всередині припою-дроту або в складі паяльних паст). Так іноді можна скоротити або взагалі уникнути попередньої обробки поверхонь, що спаюються, флюсом.
Такий матеріал, як паяльна (припійна) паста, вимагає окремого роз’яснення. Це поєднання припою в дрібнодисперсному порошкоподібному стані (близько 80-90 %) і рідкої основи-зв’язки. У ній вже присутні і припій, і флюс, співвідношення яких дуже важливе для кінцевих якостей продукту.
Параметри частинок припою, що перебуває в пасті, вкрай важливі для якості з`єднання. Вони також визначають спосіб нанесення і технологічний цикл пайки.
Що стосується активності флюсу, яка поряд з характеристиками частинок припою, впливає на паяльну пасту загалом, то вона позначається на видаленні окислів, запобігає окисленню припою під час паяння, забезпечує потрібну реологію та змінює тиксотропність.
Серед негативних моментів сукупності припій + флюс: зменшений термін придатності пасти, підвищені вимоги до зберігання та обмеження при перевезенні.
Речовини для пайки металів
Бура (тетраборат натрію). Надважливий складник відновлювальних флюсів для плавки, який сприяє утворенню глазурі на стінках тиглю, не допускає до розплаву кисень, добре розчиняє металеві окисли вже при t приблизно 700 ºС. Це дуже важливий флюс при роботі зі шляхетними металами і дамаском. Варто зазначити, що бура може бути як самостійним флюсом, так і його компонентом.
Борна кислота. Зазвичай, є складовою частиною флюсу, куди входить разом з такими речовинами: бура, хлорид калію, фтористий кальцій, хлорид цинку, фторид калію, тетрафторборат калію. Використовується для пайки твердих сплавів, зокрема, титано-карбідних, нержавійки та жароміцних матеріалів, а також латуні, міді, бронзи і сталі з припоями з латуні, срібла, міді, мідь + цинк, мідь + нікель. Також вона – бездоганний компонент флюсів для паяння дрібних деталей.
Каніфоль. Популярний флюс для пайки м’якими припоями. При його застосуванні необхідно враховувати його малоактивність, тобто деталі перед пайкою потрібно ретельно готувати (зачищати і залужувати). У роботу можна брати і натуральну каніфоль, і її розчини в спирті (КЕ-флюси і гліцерино-каніфолеві).
У деяких випадках (наприклад, якщо каніфолеві не зовсім дають раду із завданням) на допомогу приходять активовані флюси. Вони також можуть прискорити пайку міді та її сплавів. Як активувати каніфоль? За допомогою солянокислого або фосфорнокислого аніліну, солянокислого діетиламіну або саліцилової кислоти.
Хлорид олова. Учасник реактивно-флюсової пайки сплавів з алюмінію при низьких температурах. Процес відбувається без готового припою або з ним.
Натрій гідроксид. Цю речовину використовують при підготовці елементів до паяння, а саме в покритті металу товстими олов’яними плівками (хімічне лудіння алюмінію і його сплавів). Примітно, що тут немає необхідності застосовувати зовнішнє джерело струму.
Припій ПОС-40, припій ПОС-61. Популярні олов’яно-свинцеві припої, які забезпечують низький електричний опір та корозійну стійкість. Це універсальні матеріали, склад, ціна і якість яких співпадають якнайкраще. Їм властива мінімальна t плавлення, завдяки чому формується рідкий метал, що наноситься дуже тонким шаром на будь-які елементи. Завдяки легкоплавкості досягається висока адгезія (проникнення в структуру інших матеріалів).
У чому відмінність між цими припоями? В температурі плавлення: у ПОС-40 це 183-238 ºС, у ПОС-61 – 183-190 ºС. Тобто перший потребує застосування більш потужного паяльника. До того ж, міцність сорокової модифікації дещо більша, в порівнянні з шістдесят першою, яка наноситься м’яко, але вразливіша до навантажень. ПОС-61, усе ж, краще показує себе там, де важлива стійкість до перегрівання.
Вуглець чотирихлористий. Очисник, що добре готує поверхню до пайки, зокрема, і знежирюючи її. Після застосування цієї речовини не забудьте промити і просушити деталь.
Хлорид цинку. Популярний кислотний флюс. Також може входити до складу флюс-паст. Інтенсивно розчиняє плівки окислів, забезпечуючи тим самим високу адгезію, а відтак і значну механічну міцність кріплення.
Ортофосфорна кислота. Може бути задіяна як флюс або очищувач, що рятує заготовки від іржі. Формує плівку-захист, що запобігає подальшим корозійним проявам.
Карбонат калію. Виступає флюсом або його компонентом при плавці шляхетних металів.
Хімія для електроніки – це об’ємна частина не тільки виробництва, а й експлуатації, і технічного обслуговування. Ми розглянули основні групи матеріалів і окремі речовини, які можуть знадобитися. Сподіваємося, це допоможе вам у виборі. Якщо ж залишилися запитання, звертайтеся – наші фахівці допоможуть знайти на них відповіді!
